
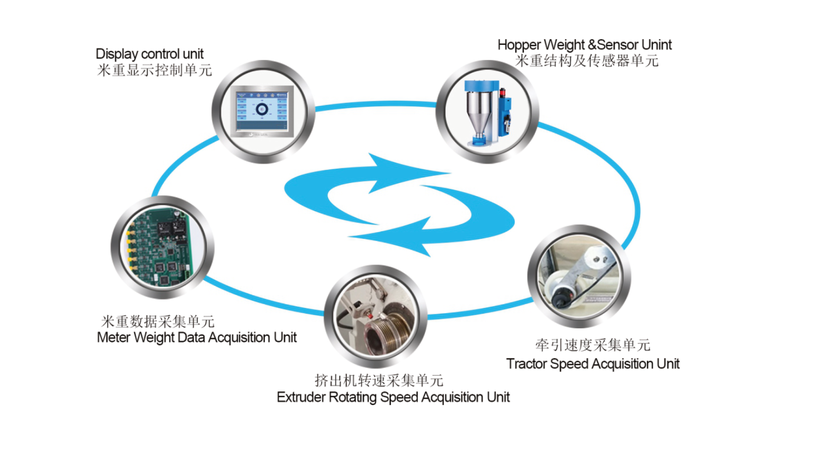
Gravimetric Control System
Installed at the top of the extruder feed port, it holds the weight of every metre with PID closed-loop control — continuously regulating screw speed, haul-off speed and feed rate. It saves 2%–5% of raw material and steadies pipe quality.
Meter weight is the weight of one metre of product. It can be calculated from the product's dimensions and the density of the material, and holding it constant during production largely determines how good the product is.
The Sealion gravimetric control system is installed at the top of the extruder's feed port. Using PID (proportional-integral-derivative) closed-loop control, it automatically and strictly controls the weight per metre, continuously regulating screw speed, haul-off speed and feed rate at any moment of the run.
| Stage | Without a control system | With Sealion gravimetric control |
|---|---|---|
| Start-up | Weight per metre is unknown; a long length must run out before thickness can be judged, and repeated adjustments waste material, time and labour. | Weight-per-metre data appears on screen from the first moment, shortening start-up; haul-off and extrusion speed can be trimmed live, saving material and time. |
| Running | Depends on the operator's experience; the process can't be monitored and deviation is unpredictable. | Extruder and haul-off are driven automatically from the weight recipe, removing human error; weight is monitored throughout and any deviation raises an alarm. |
| Material change | Every supplier's resin behaves differently; the weight shift is unknown and scrap is unavoidable. | However the raw material changes, the system detects and corrects it automatically. |
| Traceability | Once in the warehouse, nothing can be traced. | The whole run is recorded and stored, and can be traced afterwards. |
These 20 readings come from Sealion's own product manual — not a simulation, but weight-per-metre logged on one line, before and after.
| Without control system | With Sealion gravimetric control | ||||
|---|---|---|---|---|---|
| # | Time | Weight | # | Time | Weight |
| 1 | 16:12 | 174 | 11 | 00:14 | 164 |
| 2 | 16:15 | 173 | 12 | 00:31 | 164 |
| 3 | 16:26 | 165 | 13 | 00:50 | 164 |
| 4 | 16:59 | 166 | 14 | 01:16 | 164 |
| 5 | 17:19 | 167 | 15 | 01:38 | 164 |
| 6 | 17:41 | 165 | 16 | 01:57 | 164 |
| 7 | 20:18 | 167 | 17 | 02:30 | 164 |
| 8 | 20:39 | 162 | 18 | 03:00 | 165 |
| 9 | 21:21 | 167 | 19 | 03:15 | 165 |
| 10 | 21:43 | 166 | 20 | 03:40 | 165 |
Source: Sealion Technology Product Manual, Gravimetric Control System — Main function. Spread and standard deviation are computed directly from these readings.
The system carries an intelligent weighing device: the hopper valve opens and closes in a continuous cycle so that every batch falls freely under identical pressure. Each opening and closing is governed by the microcomputer in this sequence:
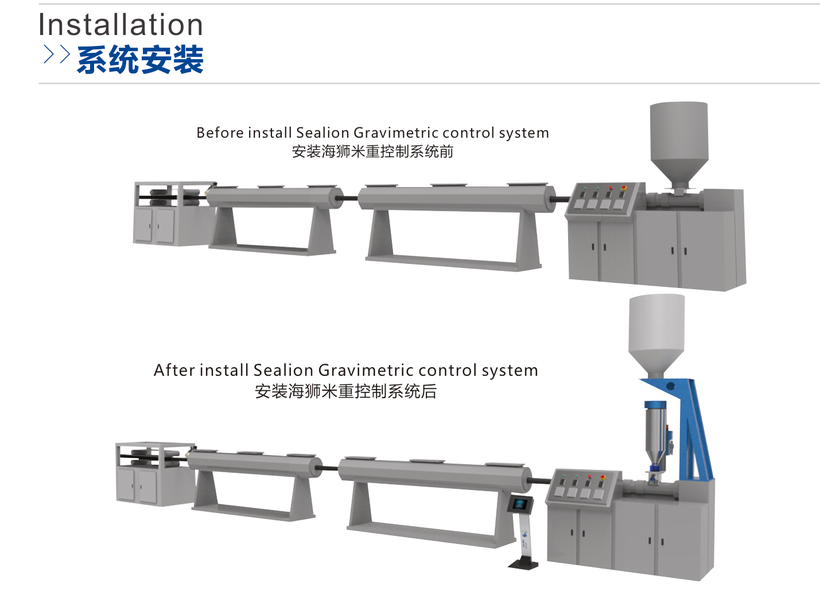
The system installs on top of the extruder's feed port, without altering the existing line layout.
On today's popular PE/PPR/PERT high-speed production lines, linear speed reaches 20 m/min. Adjusting that speed makes the tube too thick or too thin — sometimes the pipe breaks outright.
The double-output gravimetric control system controls both extrusions from the line's twin haul-off speeds and the host output. It works the same way: automatically regulating screw speed, twin haul-off speed and feed rate in real time to match the weight accuracy we set, so the pipe's weight-per-metre stays constant.
| Power supply | AC220V | Operating temp. | -10~50℃ |
| Max. humidity | 90%R.H, non-condensing | Power consumption | 10W |
| Load cell range | 10 / 20 / 30 / 50kg | Input sensitivity | 0.5uV/d |
| Input range | 0.2~25mV | A/D resolution | 24bit |
| D/A resolution | 12bit | Conversion | Sigma-Delta |
| A/D speed | 4000 /s | Non-linearity | 0.01%F.S |
| Gain drift | 10PPM/℃ | Max. display accuracy | 1/10000 |
| Control mode | Extruder or haul-off | Control accuracy | 0.4/100 |
| Hopper volume | 7L / 22L / 48L / 52L | Height | 1000mm |
| Total weight | 60KG |
Configurations can be tailored to your line.
| Model | Output | Size |
|---|---|---|
| MIXSCAN7 | 300 Kg/h | 404×500×726 |
| MIXSCAN22 | 500 Kg/h | 404×500×886 |
| MIXSCAN48 | 800 Kg/h | 404×500×996 |
| MIXSCAN52 | ≥1000 Kg/h | 404×500×1096 |
| Model | Output | Size |
|---|---|---|
| Mixscan7-7 | 300 + 300 Kg/h | 404×500×726 (×2) |
| Mixscan22-7 | 500 + 300 Kg/h | 404×500×886 / 726 |
| Mixscan48-7 | 800 + 300 Kg/h | 404×500×996 / 726 |
| Mixscan52-7 | 1000 + 300 Kg/h | 404×500×1096 / 726 |
| Mixscan22-22 | 500 + 500 Kg/h | 404×500×886 (×2) |
| Model | Output | Size |
|---|---|---|
| MIXSCAN 7-7-7 | 300 × 3 Kg/h | 404×500×726 (×3) |
| MIXSCAN 22-7-7 | 500 + 300 + 300 Kg/h | 404×500×886 / 726 / 726 |
| MIXSCAN 48-7-7 | 800 + 300 + 300 Kg/h | 404×500×996 / 726 / 726 |
Weight-per-metre that won't settle, wall thickness that drifts, scrap after every material change — this is what we solve daily.